우리가 현장에서 치명적인 사고를 가까스로 피했던 경우가 있습니다. 고속 회전 설비인 원심 펌프 P-700의 유지보수 작업 중, 조립 직후부터 고주파 진동이 기준치 대비 4배 이상 발생했습니다. 이는 작업자 혹은 설계자가 도면에 명시된 기하 공차 기호의 정의를 오해하거나 누락했기 때문입니다. 이 간단한 실수가 베어링 시트의 정렬 불량을 야기했고, 펌프가 폭발적인 파손에 이르기 직전까지 몰고 갔던 아찔한 경험이었습니다. 기계 설계의 언어이자 생산의 표준이 되는 기하 공차(GD&T)는 부품 간의 조립성과 기능성을 보장하는 핵심 요소입니다. 도면에서 마주치는 14가지 기하 공차 기호의 종류와 정의를 명확히 이해하는 것은 설계자뿐만 아니라 가공 및 검사 담당자에게 필수적입니다.
핵심 기하 공차 기호 분류 및 정의
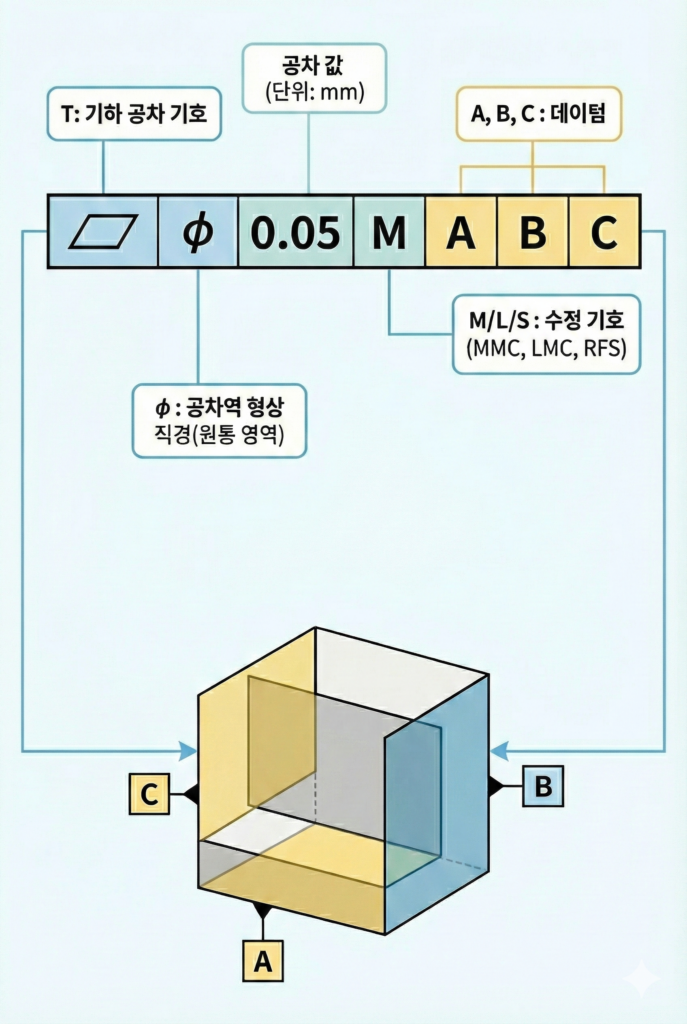
기하 공차는 KS B 0608 및 ISO 규격에 따라 네 가지 주요 그룹으로 분류됩니다. 각 공차는 특정 형상적 또는 기능적 요구사항을 제어하며, 이들을 정확히 이해하는 것이 부품의 적절한 조립을 보장합니다.
| 분류 | 기호 | 명칭 (한글) | 정의 및 제어 대상 | 데이터 기준 필요 유무 |
|---|---|---|---|---|
| 형상 공차 | ㅡ | 진직도(眞直度) | 선 요소의 곧은 정도 제어 (선이 평면에 있는 경우) | 불필요 |
| □ | 평면도(平面度) | 면 요소의 평탄한 정도 제어 | 불필요 | |
| ○ | 진원도(眞圓度) | 원형 단면의 완전한 원형 정도 제어 | 불필요 | |
| ◎ | 원통도(圓筒度) | 원통형 면 전체의 완전한 원통형 정도 제어 | 불필요 | |
| 자세 공차 | ∥ | 평행도(平行度) | 기준 데이터에 대한 해당 요소의 평행 정도 제어 | 필요 |
| ┸ | 직각도(直角度) | 기준 데이터에 대한 해당 요소의 직각 정도 제어 | 필요 | |
| ∠ | 경사도(傾斜度) | 기준 데이터에 대한 해당 요소의 지정된 각도 정도 제어 | 필요 | |
| 위치 공차 | ⊕ | 위치도(位置度) | 구멍이나 축 등의 중심점 또는 중심선의 이론적으로 정확한 위치 제어 | 필요 |
| ⌭ | 동축도(同軸度) | 기준 데이터 축에 대한 해당 축의 일치 정도 제어 | 필요 | |
| ▱ | 대칭도(對稱度) | 기준 데이터 중심면이나 축에 대한 해당 요소의 대칭 정도 제어 | 필요 | |
| ⌖ | 윤곽도(輪郭度) | 자유 곡면 또는 임의 형상의 3차원적 형상 제어 (선/면 윤곽도) | 선택적 | |
| 흔들림 공차 | ↗ | 원주 흔들림(圓周 Run-out) | 회전 중심축에 대해 측정 요소의 단일 회전 시 허용 변동 제어 | 필요 |
| ↗↗ | 온 흔들림(全 Run-out) | 회전 중심축에 대해 측정 요소 전 구간의 허용 변동 제어 | 필요 |
기하 공차가 필요한 과학적 원리
왜 단순한 치수 공차만으로는 충분하지 않고, 까다로운 기하 공차까지 적용해야 할까요? 이는 기계 요소의 기능과 역학적 안정성을 확보하는 데 필수적이기 때문입니다. 만약 축(샤프트)과 베어링이 결합될 때 축의 진원도가 불량하다면, 베어링 구름 요소(롤러나 볼)에 불균일한 하중이 집중됩니다. 이러한 국부적인 하중 집중은 접촉 압력을 급격히 높여 재료의 피로 파괴를 가속화시키고, 윤활막 파괴를 유발합니다. 이는 곧 부품의 수명 단축으로 이어지는 가장 흔한 원리 중 하나입니다. 기하 공차는 부품의 가장 중요한 기능적 영역을 제어함으로써, 부품이 실제 작동 환경에서 안정적인 운동을 유지하고 예측 가능한 응력 분산을 갖도록 설계하는 것입니다. 예를 들어, 동축도 공차를 지정하는 것은 축이 회전할 때 질량 중심의 이탈을 최소화하여 진동 에너지가 열 에너지로 불필요하게 소모되는 것을 막는 역할을 합니다.
고속 펌프 P-700 진동 문제 해결 (현장 사례)
제가 조선소에서 펌프 설비 관리를 담당하던 시절, 신규 설치된 P-700 펌프가 가동 3일 만에 비정상적인 진동으로 멈추는 사태가 발생했습니다. 증상 분석: 펌프 축 방향과 레이디얼 방향 모두에서 극심한 진동이 측정되었고, 베어링 하우징의 온도가 90°C를 넘어섰습니다. 근본 원인: 설계 도면을 확인한 결과, 고속 회전을 하는 펌프 임펠러 축을 지지하는 두 개의 베어링 시트(구멍)에 대한 공차 표기가 문제였습니다. 설계자는 두 베어링 시트가 기준 데이터(A)에 대해 동축도(⌭) 0.02 mm를 요구했어야 했습니다. 하지만 실수로 위치도(⊕) 0.02 mm를 적용하고 동축도 기호를 누락시켰습니다. 위치도는 구멍의 중심 위치를 제어하지만, 축선의 직진성과 상대적인 정렬 상태를 직접적으로 제어하는 데는 동축도에 비해 비효율적입니다. 고속 회전 설비에서 베어링 시트의 미세한 동축도 불량은 회전 시마다 축 정렬 불량을 야기하며, 이는 동적 불균형을 심화시킵니다. 해결 과정: 가공된 하우징의 베어링 시트부를 정밀 측정했을 때, 두 구멍의 축선 이탈 정도(동축도)가 0.08 mm에 달했습니다. 이는 허용 공차 0.02 mm를 훨씬 초과하는 값이었습니다. 우리는 이 하우징을 회수하여 보링 머신으로 베어링 시트부에 동축도 공차를 재적용하여 가공했고, 그 결과 P-700 펌프의 진동 레벨은 정상 범위로 즉시 떨어졌습니다.
위치도와 동축도의 미묘한 차이
앞서 언급한 사례에서처럼, 위치 공차 그룹 내에서도 각 기호의 적용 범위는 명확히 구분되어야 합니다. 위치도(⊕): 일반적으로 볼트 구멍 패턴이나 여러 개의 피처가 기준 데이터 프레임워크 대비 얼마나 정확한 위치에 있는지를 제어할 때 사용됩니다. 축 중심선이 아닌, 중심점의 3차원적 위치를 중요시합니다. 동축도(⌭): 축선이 기준 데이터 축선과 얼마나 잘 일치하는지를 제어합니다. 이는 회전 운동을 하는 부품의 기능적 요구사항을 충족시키기 위해 특별히 설계된 공차입니다. 동축도 공차가 불량하면 축의 회전 성능과 동력 전달 효율이 급격히 저하됩니다.
마치며
기하 공차 기호는 단순한 그림이 아닙니다. 이는 부품의 기능, 내구성, 그리고 안전을 결정하는 설계자의 최종 의사소통 수단입니다. 15년 이상 현업에서 일하면서 수많은 기계 파손 사례를 보았지만, 그중 상당수는 공차 지정의 오류나 해석의 오차에서 비롯되었습니다. 특히 GD&T 기호는 국제 표준(ISO/KS)을 따르므로, 이 표기법을 완전히 숙지하는 것은 글로벌 생산 체제에서 품질을 보증하기 위한 첫걸음입니다. 치수 공차만으로는 제어할 수 없는 부품의 ‘형태적 완벽성’을 기하 공차가 정의해 준다는 점을 잊지 마시기 바랍니다. 🔗→🔗→
연관글
본 콘텐츠는 저작권법의 보호를 받으며, 무단 전재 및 재배포를 금지합니다.
Copyright 2026. 동동 All rights reserved.