내구성을 고려한 기계 설계에서 열팽창 계수의 이해는 단순히 부품의 치수를 맞추는 단계를 넘어, 장비의 생존을 결정짓는 핵심적인 안전 장벽입니다. 정밀도가 높은 자동화 설비일수록 온도 변화에 따른 재료의 미세한 거동은 기계적 고착이나 파손을 유발하는 결정적인 원인이 됩니다. 설계자는 상온에서의 조립 상태뿐만 아니라, 장비가 실제 가동되는 극한 환경에서의 물리적 변화를 데이터 기반으로 예측해야 합니다.
실무 필드 로그 및 분석 (Field Log & Analysis)
최근 고온 세척 공정에 투입된 정밀 반송 스테이지에서 간헐적인 작동 멈춤 현상이 보고되었습니다. 해당 장비는 Mitsubishi PLC로 제어되며, 주요 구동부에는 SKF 베어링과 SMC 공압 실린더가 적용되어 있었습니다. 현장 점검 결과, 가동 후 2시간이 경과하자 작동 유체의 온도가 85°C까지 상승하였고, 이 시점에서 알루미늄 재질의 가이드와 강철 소재의 샤프트 사이에서 심한 마찰음과 함께 동작이 구속되는 현상이 발견되었습니다.
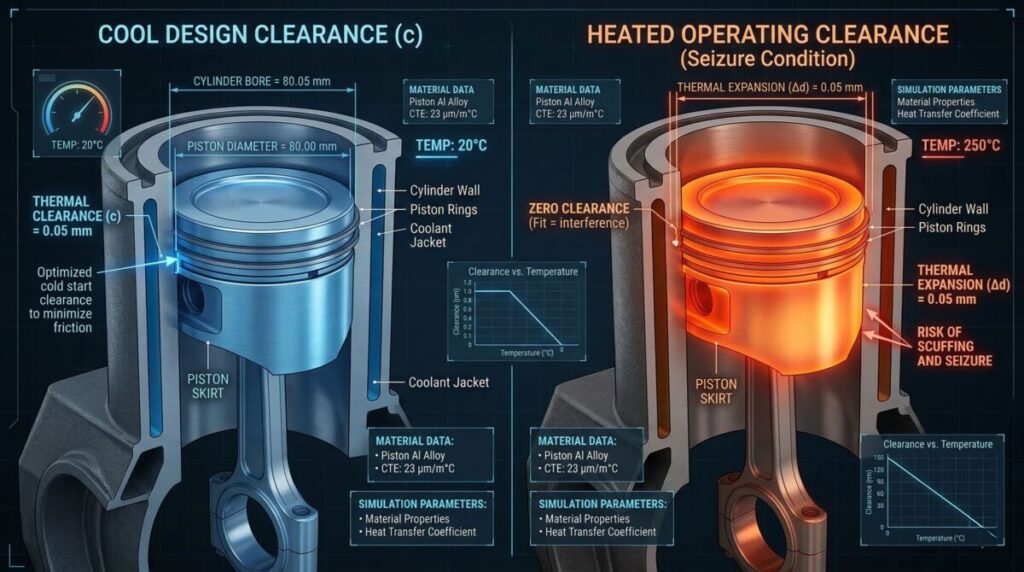
데이터 분석 결과, 샤프트의 축 방향 유격이 상온 기준으로 0.5mm에 불과했습니다. 하지만 85°C 환경에서 1500mm 길이의 알루미늄 프레임은 이론적으로 약 2.3mm 이상 팽창해야 했으며, 이는 초기 설정된 간극을 완전히 상쇄하고도 남는 수치였습니다. 결국 프레임이 팽창하면서 샤프트를 압착하게 된 것이 원인이었습니다. 이 사례는 ISO 286 및 KS B 0401(치수 공차 및 끼워맞춤) 규격을 준수하더라도, 작동 온도에 따른 열팽창 보정치가 누락되었을 때 발생하는 전형적인 설계 오류를 보여줍니다.
열팽창 발생의 근본 원인 분석
기계 재료가 열을 받으면 내부의 분자 진동이 활발해지며 부피가 팽창합니다. 이때 재료마다 고유하게 가지는 팽창 비율을 선팽창 계수라고 합니다. 일반적으로 알루미늄 합금은 강철보다 약 2배 정도 열팽창 계수가 큽니다. 이는 이종 재료를 조립하여 사용하는 기계 구조물에서 온도 변화가 발생할 경우, 각 부품의 팽창 속도 차이로 인해 내부 응력이 발생하거나 조립부의 간극이 사라질 수 있음을 의미합니다.
특히 정밀 가공 현장에서는 절삭 열에 의한 미세한 치수 변화도 무시할 수 없습니다. 가공 직후의 부품은 열을 머금고 있어 일시적으로 팽창된 상태이며, 이를 상온에서 측정하면 오차가 발생하게 됩니다. 이러한 원리는 설계와 제조 전 과정에서 온도 관리가 얼마나 중요한지를 시사합니다.
자주 묻는 질문
Q1: 고온 환경 장비 설계 시 알루미늄과 강철 중 어떤 재료가 유리한가요?
A1: 특정 재료가 무조건 유리한 것은 아닙니다. 다만, 열팽창 계수가 큰 알루미늄은 온도 변화에 민감하므로 간극 설계를 더 여유 있게 가져가야 합니다. 반면 강철은 열 변형은 적지만 중량이 무겁다는 단점이 있습니다. 핵심은 재료의 특성을 정확히 파악하고, 열팽창 차이에 의한 고착을 방지하는 구조적 유격을 확보하는 것입니다.
Q2: 간극을 너무 크게 설정하면 정밀도가 떨어지지 않나요?
A2: 맞습니다. 과도한 간극은 진동과 소음의 원인이 됩니다. 따라서 고정측과 자유측을 분리하는 설계를 권장합니다. 예를 들어, 긴 축의 한쪽 베어링은 고정하고 반대쪽은 축 방향으로 미끄러질 수 있는 공간을 두는 식입니다. 이를 통해 열팽창은 허용하면서도 반경 방향의 정밀도는 유지할 수 있습니다.
단계별 간극 설정 가이드
실무에서 열팽창을 고려한 간극을 설정하는 단계는 다음과 같습니다.
1. 작동 환경 정의: 장비가 가동될 때의 최저 온도와 최고 온도를 정의합니다. 내부 모터나 유압 유니트에서 발생하는 열원도 고려해야 합니다.
2. 재료 데이터 수집: 각 부품의 선팽창 계수를 확인합니다. 대표적으로 탄소강은 약 12, 스테인리스강(SUS304)은 17.3, 알루미늄은 23.6 (단위: 10⁻⁶/°C) 정도입니다.
3. 팽창량 계산: 가장 긴 부품을 기준으로 최대 온도 변화 시의 길이 변화량을 계산합니다.
4. 여유치 적용: 계산된 팽창량에 조립 공차와 작동 여유분을 더합니다. 보통 계산값의 1.2배에서 1.5배 정도를 권장합니다.
5. 기구적 보완: 슬롯 구멍을 활용하거나 자유측 베어링 하우징 구조를 적용하여 선형 팽창을 자연스럽게 유도합니다.
| 재료 종류 | 선팽창 계수 (×10⁻⁶/°C) | 비고 |
|---|---|---|
| 일반 구조용 강철 (SS400) | 11.7 ~ 12.0 | 표준 설계 기준 |
| 스테인리스강 (SUS304) | 17.3 | 일반강보다 팽창이 큼 |
| 알루미늄 합금 (Al 6061) | 23.6 | 경량화 설비 시 주의 |
| 엔지니어링 플라스틱 | 100.0 ~ 120.0 | 매우 큰 유격 필요 |
마치며: 실무 설계자의 관점
수많은 고착 사고를 해결하며 느낀 점은, 많은 설계자가 “상온 20°C”라는 가상의 안락함 속에서만 설계한다는 것입니다. 실제 현장은 모터의 발열, 계절적 온도 변화, 그리고 공정상 가열 요소들로 가득 차 있습니다. 단순히 표준 공차표에 의존하지 않고 각 조립부의 ‘열적 평형 상태’를 시뮬레이션해야 합니다. 특히 이종 재료가 만나는 지점에는 반드시 변위를 흡수할 수 있는 기구적 여유를 반영하십시오. 기계는 정직합니다. 설계자가 배려하지 않은 단 1mm의 팽창은 결국 거대한 장비를 멈춰 세우는 화살이 되어 돌아옵니다.
연관글
본 콘텐츠는 저작권법의 보호를 받으며, 무단 전재 및 재배포를 금지합니다.
Copyright 2026. 동동 All rights reserved.