“설계 팀에서 ‘이거 정밀도 IT8이면 충분하지 않아?’라는 말을 듣고 고민해 본 적 있으신가요?”
치수 공차를 과도하게 설정하는 것은 곧 불필요한 생산 비용을 증가시키는 것과 같습니다. 현장에서 기능상 불필요하게 IT6 정밀도를 요구했다가 가공 비용이 예상보다 2배 이상 폭등하여 어려움을 겪었던 경험은 신입 엔지니어들이 흔히 겪는 시행착오입니다. 공차는 단순히 도면에 적는 숫자가 아니라, 제품의 최종 단가와 생산성을 좌우하는 핵심 경제 지표입니다.
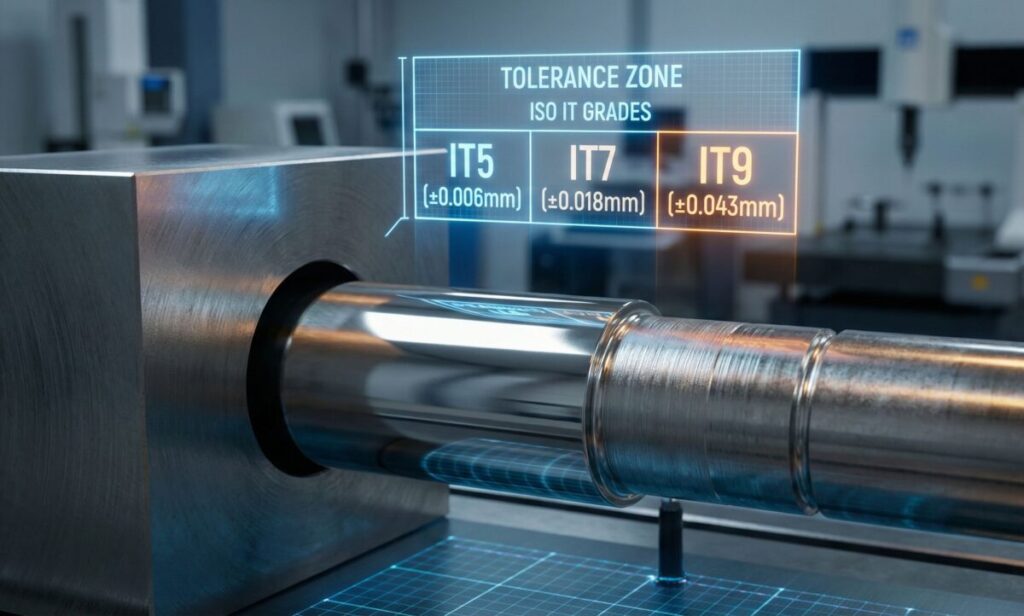
정밀도가 과도하면 제작 단가와 납기가 상승하고, 반대로 부족하면 부품 간 끼워맞춤 불량으로 인해 치명적인 고장(예: 베어링 소착이나 진동 증가)을 유발하여 치명적인 품질 문제에 직면합니다. 공차 설정은 고성능을 유지하면서도 경제성을 확보해야 하는 기술과 경제성의 줄타기입니다. 따라서 국제 표준인 ISO IT 등급표(ISO 286 기준)를 정확히 이해하고 활용하는 것이 핵심입니다.
ISO 286에 근거하여 제정된 IT 등급은 치수 공차를 표준화하여 전 세계적으로 통용되는 정밀도 체계를 제공합니다. 이 등급표는 기준 치수(공칭 지름)에 따라 허용되는 공차역의 크기를 18단계(IT01부터 IT18까지)로 구분합니다. 숫자가 작을수록 공차역이 좁아져 정밀도가 높고, 가공이 까다로워지며 가공 비용이 기하급수적으로 증가합니다.
1. ISO IT 공차 등급표의 이해
IT 등급은 주로 축과 구멍의 끼워맞춤 공차를 결정하는 데 사용됩니다. 이는 기계 요소에서 진동, 소음, 수명을 결정짓는 매우 중요한 요소 중 하나입니다. 예를 들어, 전동 장치에 사용되는 샤프트와 하우징의 끼워맞춤 공차를 설정할 때는 베어링 제조사가 권장하는 등급(일반적으로 IT6 또는 IT7)을 따르는 것이 중요하며, 이와 관련하여 베어링 구조 설계 차이 분석을 참고하면 공차 설정의 중요성을 더욱 깊이 이해할 수 있습니다.
IT 등급별 활용 예시
- IT01 ~ IT4 등급 (초정밀급): 게이지, 마스터 표준품, 광학 장치, 초정밀 연마(래핑) 작업 등 최고 수준의 정밀도가 요구되는 경우에 적용됩니다. 가공 단가가 극도로 높습니다.
- IT5 ~ IT7 등급 (정밀급): 정밀 베어링 부착 축, 기어, 유압 부품, 슬라이드 부품 등 주요 작동부에 사용됩니다. CNC 선반이나 연삭(Grinding) 가공이 필수적입니다.
- IT8 ~ IT10 등급 (일반급): 일반적인 체결 공차, 키 홈, 볼트 구멍, 비가동 부품 등 비교적 느슨한 끼워맞춤이 필요한 경우에 사용됩니다. 선반 또는 밀링 가공으로도 달성 가능하며 경제적입니다.
- IT11 ~ IT18 등급 (비기능/자유 공차급): 주조, 단조, 판금 부품, 비가공 면 등 기능상 공차가 크게 중요하지 않은 경우에 사용됩니다.
2. ISO IT 등급에 따른 표준 공차 값 (ISO 286 기준)
다음 표는 공칭 치수 범위(D)에 따라 IT 등급별로 허용되는 공차의 크기(μm)를 나타냅니다. 이 값은 공차역의 폭, 즉 상한 치수와 하한 치수의 차이입니다. ISO 규격에서는 기준 온도 20°C에서 측정하는 것을 원칙으로 합니다.
치수 기호 해설
- 📌 D (공칭 지름)
- 도면상에 표기되는 기준 치수의 범위를 의미합니다. (예: ∅50에서 ’50’에 해당)
- 📏 IT 등급 (μm)
- 국제 표준 공차 등급에 따른 허용 오차 폭(마이크로미터 단위)입니다. 숫자가 작을수록 가공 정밀도가 높습니다.
📌 핵심 공식 요약
설계 시 아래 기준 공식을 적용하세요.
- i : 표준 공차 단위 (μm)
- D : 기준 치수 (mm)
3. 정밀도 선정 실무 지침
IT 등급을 선정할 때는 기능 요구 사항을 최우선으로 고려해야 하지만, 현실적으로 가공 설비의 능력을 함께 판단해야 합니다. 정밀도가 높아질수록 일반 가공에서 특수 가공(연삭, 래핑)으로 전환되면서 생산 시간과 폐기율이 높아져 생산 비용이 급격히 늘어납니다.
가공 방법과 IT 등급
- 선반/밀링 (일반 절삭): 주로 IT9 ~ IT12 등급에 적합합니다. 공구 상태나 기계 강성에 따라 편차가 큽니다.
- 정삭 연삭(Grinding): IT5 ~ IT7 등급 달성에 유리하며, 특히 베어링 등 고속 회전 부품에 필수적입니다.
- 리밍(Reaming): 구멍 가공에서 IT7 ~ IT9 등급을 안정적으로 얻을 때 사용됩니다.
공차 설정 시, 단순히 치수 공차 외에도 형상 공차와 자세 공차를 복합적으로 고려해야 최종 조립 정밀도를 확보할 수 있습니다. 예를 들어, 축의 직경을 IT6으로 가공했더라도 축의 진직도나 동심도가 불량하면 실제 끼워맞춤은 IT6의 성능을 내지 못합니다. 치수 공차를 정확히 지정하는 것만큼 기하 공차 기호의 종류와 핵심 정의를 이해하고 도면에 적용하는 것이 필수적입니다.
📌 실무 엔지니어를 위한 3줄 요약
무조건 높은 정밀도가 답이 아닙니다. 비용(Cost)을 고려하세요.
- IT 6 이하 : 고비용 (연마 필수) ➔ 정밀 기기용
- IT 7 ~ 9 : 중비용 (절삭 가공) ➔ 일반 기계 부품 (추천)
- IT 10 이상 : 저비용 (드릴링) ➔ 단순 체결용
설계 시 체크리스트
- 기능 분석: 해당 부품이 하중, 속도, 열 팽창 등 어떤 환경에 노출되는지 분석하고, 허용 가능한 진동 및 소음 레벨을 설정합니다.
- 끼워맞춤 방식 결정: 억지 끼워맞춤, 헐거운 끼워맞춤, 중간 끼워맞춤 중 어떤 방식이 필요한지에 따라 구멍(H)과 축(h)의 기준 공차 위치를 먼저 선정합니다.
- IT 등급 선택: 필요한 끼워맞춤 공차역 크기에 맞춰 IT 등급을 선정합니다. 회전부나 정밀 동력 전달부는 IT6~IT7, 일반 고정부는 IT8~IT9를 기준으로 합니다.
- 가공 경제성 검토: 선정된 IT 등급을 실제로 협력사에서 경제적으로 가공할 수 있는지 확인합니다. 불필요하게 높은 등급은 생산성을 저해하는 비용 상승 요인입니다.

0. 연관글
- 설계 정밀도를 높이기 위한 필독서: 기하 공차 기호의 종류와 핵심 정의: 설계 검토 지침
- 축과 하우징 공차 설정의 기본: 축 방향 하중과 방사 방향 하중: 스러스트 베어링과 레이디얼 베어링의 내부 구조 설계 차이 분석
- 정밀 동력 전달 핵심 요소: 정밀 기계 설계를 위한 커플링의 비틀림 강성 및 정격 토크 계산 실무 지침
본 콘텐츠는 저작권법의 보호를 받으며, 무단 전재 및 재배포를 금지합니다.
Copyright 2026. 동동 All rights reserved.
⚠️ 콘텐츠 보안 안내
저작권 보호를 위해 자바스크립트(JavaScript) 활성화가 필요합니다.
브라우저 설정에서 자바스크립트를 켜고 새로고침 해주세요.